
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫"波峰焊",其主要材料是焊锡条。但是波峰焊锡膏选择方法确是尤为重要,一种好的焊膏的选择是重要的。我们建议您与您的供应商密切合作,并通知他您的过程和配置文件。已经开发了优化焊料工艺的浆料,然而,这些已经开发出用于特定的一组型材,并且不总是适用于您的工艺。...
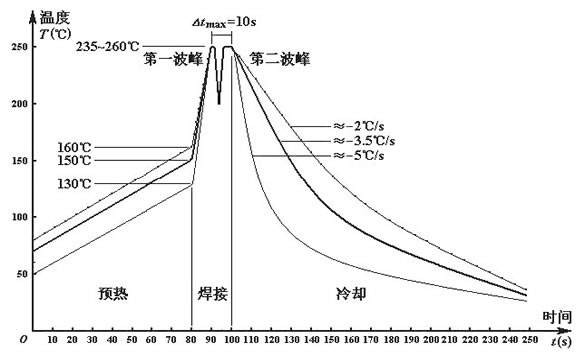
波峰焊是现在SMT行业插件元器件焊接所需要的主要焊接设备。现在很多产品都在提倡环保,所以都需要使用无铅波峰焊。无铅波峰焊接机的温度要比有铅的高18度左右。在预热的时候和升温降温上都都有所不同。下面日东波峰焊来分享一下波峰焊温度控制与细节把控! 1.无铅波峰焊温度设定: (1)预热温度为:80℃~150℃预热时间为:40S-100S (2)锡炉温度为:250℃~280℃焊接时间为2S-8S (3)运输速度为0.8m/min~1.8m/mi...

回流是SMT的关键工艺之一。表面组装的质量直接反映在回流结果中。因此,有必要了解影响回流焊质量的因素。 回流焊中发生的焊接质量问题并不是完全由回流焊引起的,因为回流焊设备的质量不仅直接与焊接温度(温度分布)有关,而且还与生产线设备条件、PCB焊盘和焊盘有关。城市设计,和元。器件的可焊性、焊膏的质量、印刷电路板的加工质量、SMT各工序的工艺参数甚至与操作者的操作密切相关。 SMT贴片的装配质量...
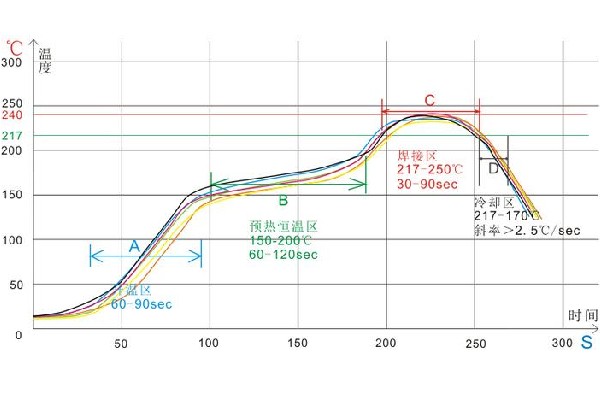
在SMT回流焊接中,回流焊炉温曲线是影响回流焊产品质量的关键因素,回流焊的温度设置是否正确直接决定了回流焊的质量好坏。回流焊的温度设置过高或者产品过回流焊的时间太长,会造成PCB板和元器件上的金属粉末产生氧化,影响元器件的功能,还有可能损坏电路板。回流焊温度曲线要遵循以下标准去设置: 1、首先回流焊的温度要参照配套使用的锡膏成分、焊膏厂家给出的的温度曲线来设置; 2、其次根据所使用的PCB板...
波峰焊锡炉局部充氮装置固定于炉胆上方,可灵活安装或拆卸使用。需要充氮焊接时,把局部充氮装置装于炉胆上,焊接时波峰焊锡、保护罩、PCB板间形成一个密封的空间,从而实现提高焊接品质,减少焊锡氧化量的效果。在产品过波峰焊时运用局部充氮技术,利用氮气形成一个惰性保护层来减少锡的氧化是波峰焊领域的一项新技术,该技术不只节约焊料,减少机器污染使现场更安全干净,维护起来也更轻松。并且进一步提高焊料的湿润...

当今电子工业所用的大多数元件都是表面贴装技术,或SMT,组装件。但是,需要通过机械强度的通孔引线的连接器等其它部件必须焊接到印刷电路板上。波峰焊接已成为标准的大规模工业方法用于这种电子组装。这个名称来自于将元件粘接到电路板所需的焊料波。 另一种焊接方法是将焊膏涂敷在印刷电路板的顶部和环圈周围。这就构成了元件暂时连接到电路板上。然后将组件在受控条件下加热以熔化焊料并形成永久连接。这个过程通常被...







